+7 (925) 768-45-02 (менеджер) |

|
+7 (925) 768-45-02 (менеджер) |
|
|

|
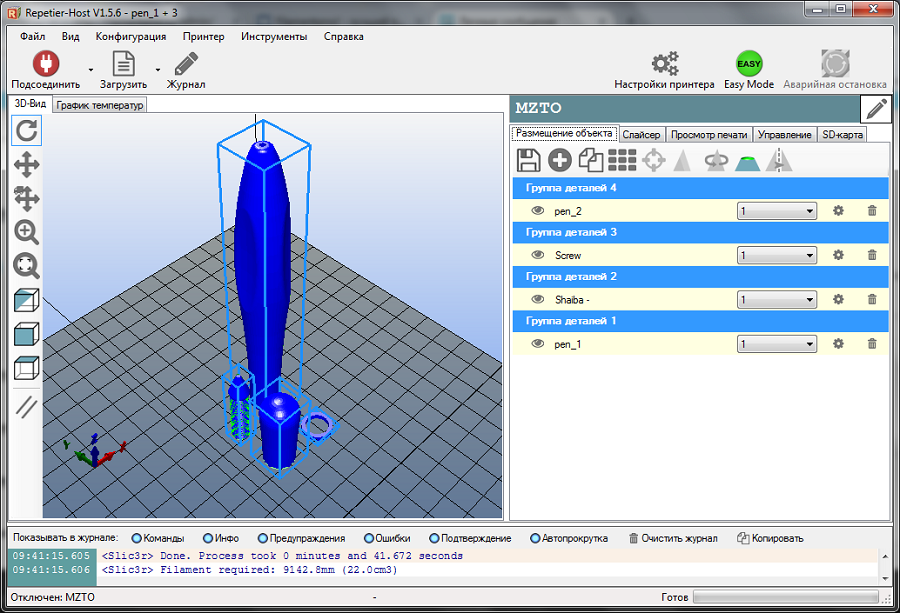
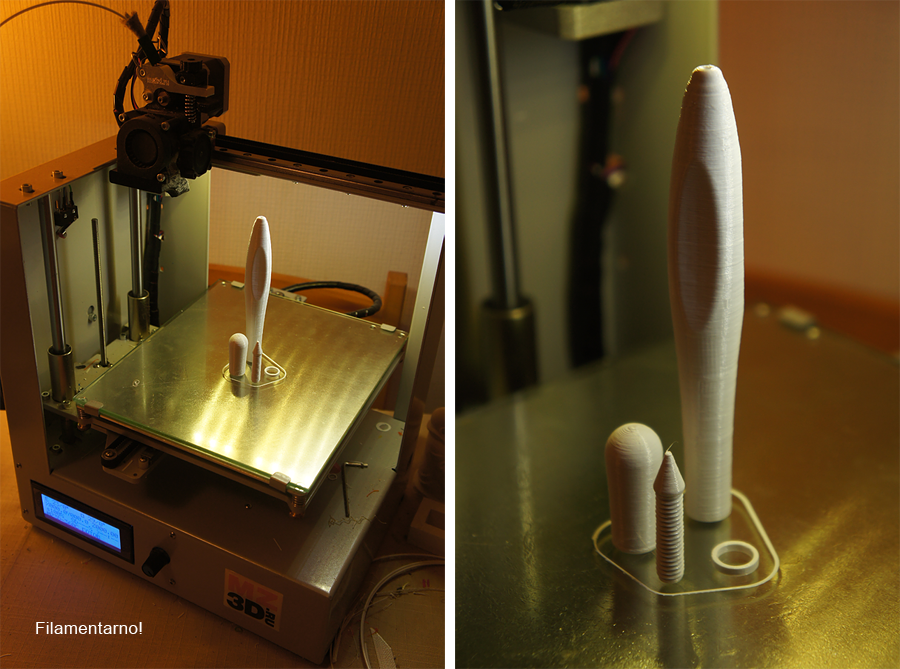
Наши руки не для скуки,а для ручек есть CeramoВ этом несложном мастер-классе я расскажу, как печатать нашим новым материалом – Ceramo, как чудесно он обрабатывается наждачкой, и что получается в результате. Недавно в Сокольниках прошла выставка «3D-Expo 2016», в которой мы имели честь участвовать. Наш стенд, в числе прочих распечаток, украсила ручка, корпус для которой был распечатан на обычном FDM-принтере. Некоторые посетители отказывались верить в то, что эта ручка была распечатана – настолько идеально ровной выглядела поверхность после ошкуривания. Сегодня я расскажу, как это было сделано. Нам понадобится: Для начала нужно отслайсить модель, учитывая некоторые нюансы материала. Лучше размещать на печатном столе сразу все элементы ручки. У материала будет меньше шансов «поплыть», т.к. диаметр у ручки невелик.
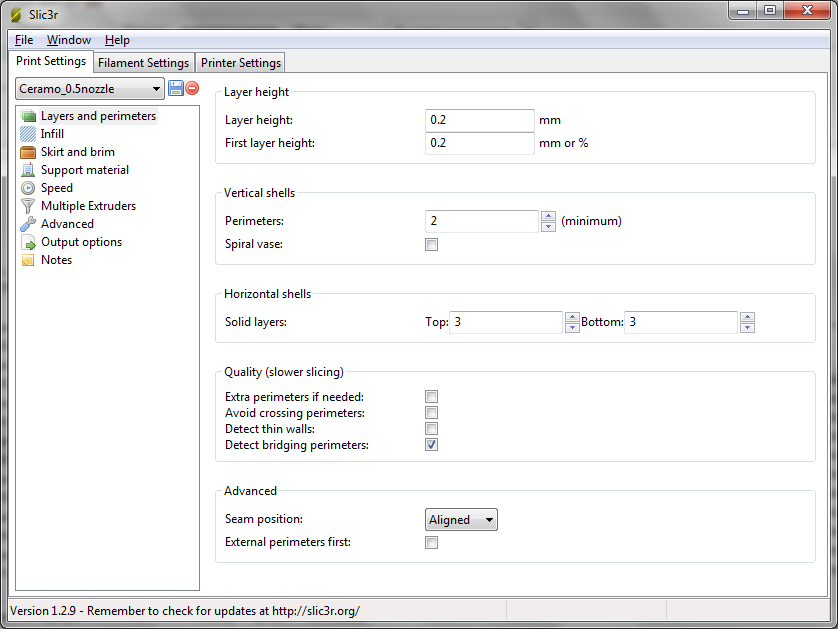
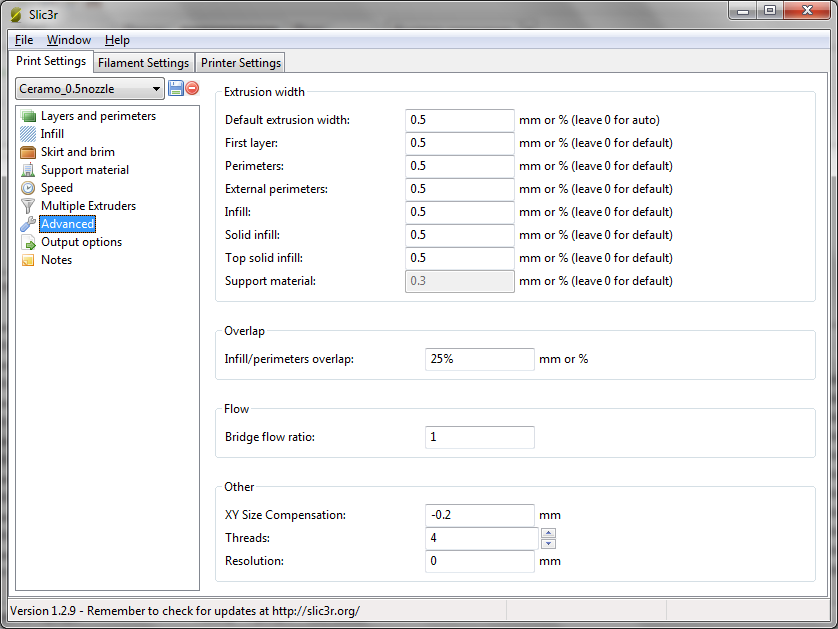
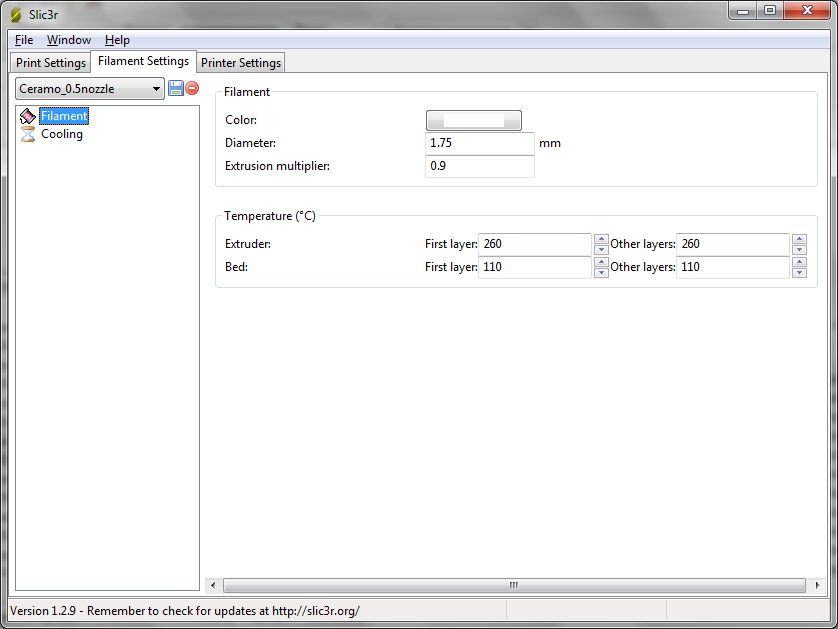
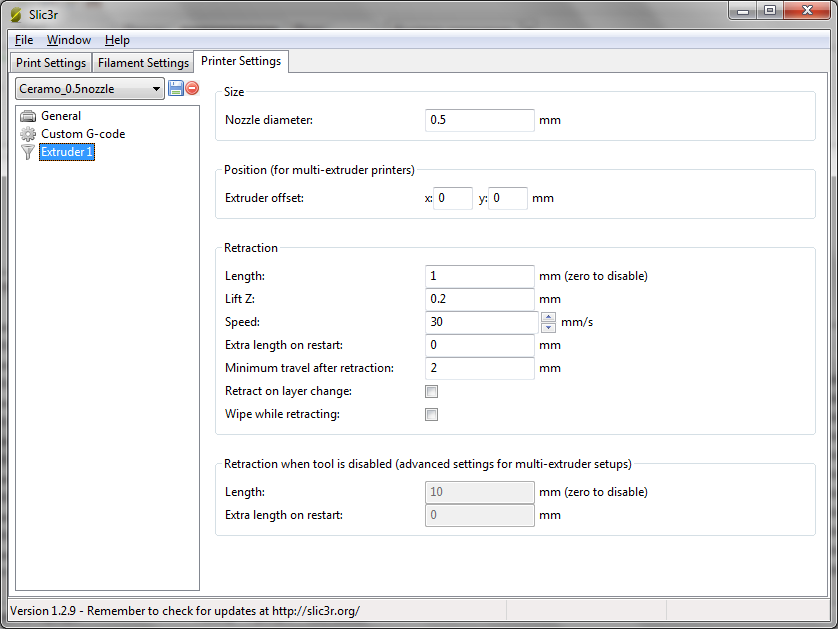
Подачу (Flow) следует уменьшить до 92-95%. Скорость тоже задирать сильно не стоит, по вышеупомянутым причинам. Иначе в дальнейшем придется уделить больше времени процессу ошкуривания Температура печати для Ceramo около 260°С, печатный стол необходимо греть до 110°С. Приведу еще несколько скриншотов для понимания настроек:
Разумеется, количество периметров может быть любым, но не менее двух для получения более-менее ровной поверхности. Обратите внимание на снятую галку в опции «Detect Thin walls», - лучше ее выключить.
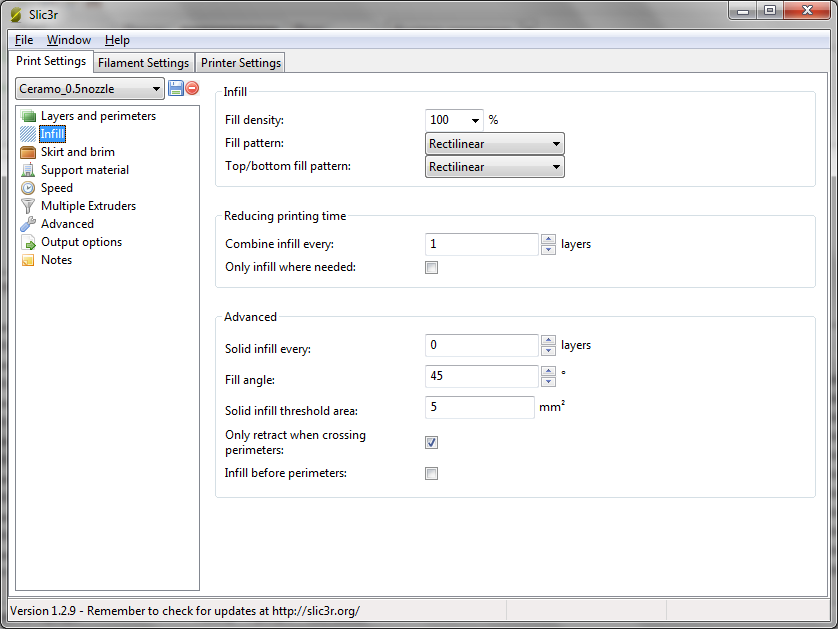
Заполнение поставлено 100%. Модель небольшая, пластика уйдет немного, - можно себе позволить. Зато в руке при использовании ручки будет чувствоваться приятная тяжесть
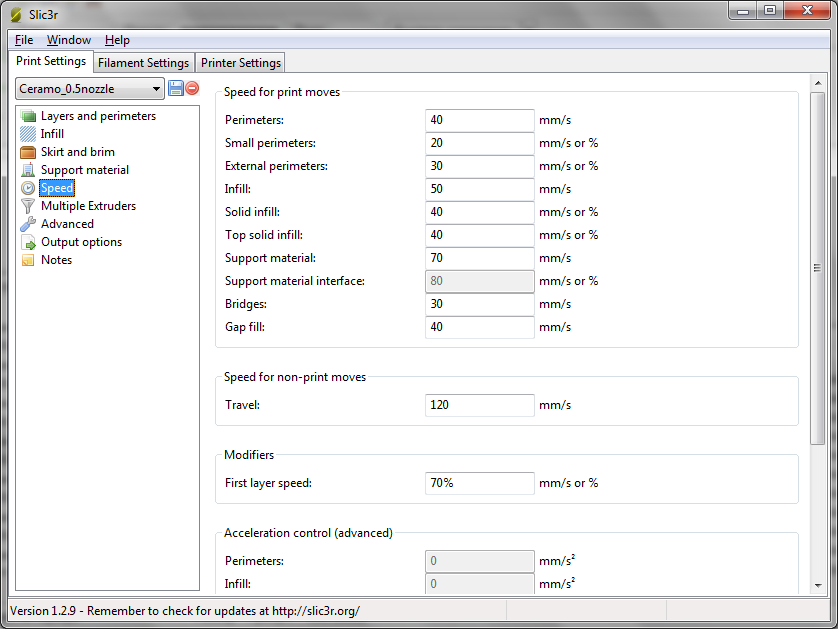
Скорости стоят небольшие, но даже этого оказалось многовато для такого периметра, и в итоге я убавила скорость печати со 100% до 85%. В целом, ручка печатается 2,5-3 часа.
Вот это важный скриншот. Многие выставляют значения во вкладке Advanced в процентах, но можно получить гораздо более предсказуемый результат печати, указывая программно диаметр сопла (ширину экструзии) (в данном случае при сопле 0.4мм указывалась ширина экструзии как для сопла 0.5мм). Иногда можно и обмануть слайсер в своих меркантильных целях Кроме того, из-за текучести материала я воспользовалась опцией «XY Size Compensation», которая отвечает за то, чтобы пластик при термическом расширении не сильно заливал внутренние отверстия. Но отверстие для кончика стержня все равно пришлось рассверливать)) Был взят первый попавшийся под руку стержень и он оказался немного великоват.
Про этот момент я уже писала – подачу следует уменьшить из-за термического расширения пластика. Для каждого принтера это значение может быть своим, в зависимости от модели экструдера.
Итак, настройки настроены, модель просчитана, можно запускать на печать! Запускаем принтер и уходим по своим делам. Для уверенности в том, что хрупкий пруток не обломится, рекомендуется пользоваться гибкой трубкой от катушки к экструдеру.
Когда ручка допечатана, ждем остывания платформы, и распечатка с легким потрескиванием сама отщёлкнется от стола. Удобно! А брим (если он есть) легко обламывается пальцами. Сперва вклеиваем винт с конусом в заднюю часть. Я воспользовалась цианокрилатом, решив избежать склейки растворителем. Иначе он будет разъедать пластик изнутри, и модель может быть испорчена. Дождавшись, пока склеенные части схватятся, собираем ручку. Резьбу надо «притереть», применив небольшое усилие при первом вкручивании. Либо просто пройдясь наждачкой по внешней спирали, чтобы счистить лишний пластик. Ручка собрана, можно переходить к механической обработке. Нам предстоит зашкурить огрехи печати и довести ручку до идеала. Благо корпус смоделирован так, что наждачная бумага доберется до любого места в распечатке. Берем наждачку для начальной обработки (Р180) и дуем в ванную. Шкурить лучше рядом со струей воды, периодически споласкивая наждачную бумагу. Вода не дает пластику разогреться при трении и забить пылью наждачку. Да и в воздухе будет поменьше мелкой пыли, которую дает пластик Ceramo при механической обработке.
После получения ровной поверхности без слоев и швов переходим к более мелкой наждачной бумаге (Р600) и доводим корпус до идеала. Чтобы понять, закончена работа или нет, необходимо иногда вытирать корпус ручки сухим полотенцем и смотреть, не проявляются ли огрехи печати. Под водой они не так заметны, как на сухой поверхности.
Совет: В погоне за идеалом не протрите шкуркой насквозь внешний периметр распечатки! Исправить эту оплошность будет потом очень сложно. Для финишной сборки ручки, маленькую разделительную шайбу я напечатала из резиноподобного прозрачного синего материала. Она позволила покрепче скрутить обе половинки корпуса, и привнесла приятную изюминку. И вот ручка почти готова! Красота!)) Осталось только вставить стержень и можно пользоваться. Получился красивый и полезный подарок для друзей, знакомых и партнеров по бизнесу. Ну и для себя, любимого Выражаю благодарность создателю модели корпуса ручки whd3
Желаем всем творческих успехов с пластиками Filamentarno! С уважением, команда Filamentarno! Внимание! Публикация данных авторских материалов допускается только после нашего согласия и при условии добавления ссылки на наш сайт. |
|
Производитель пластика для 3d-принтеров, пластик для 3D-печати, прозрачный пластик для 3D-печати, 3D-печать, пластик для 3D-принтеров, FDM, расходные материалы для 3D-печати, филамент для 3D-печати, пластиковый пруток для 3D-принтера, филамент для 3d-принтеров, 3d ручки, наборы для 3d-ручек, 3d-принтеры, sbs, ceramo, ceramo-tex, total, flex, abs, wax3d, воск для 3d-принтеров, filamentarno, филаментарно